Root Cause Analysis (RCA) systematically identifies the underlying causes of cable assembly and wire harness failures—beyond surface symptoms such as intermittent signals or shorts—to implement effective, permanent corrective measures and prevent recurrence. RCA ensures high product quality and system reliability by addressing design, material, assembly, and environmental factors.
1. Common Failure Categories
Electrical Failures
- Short Circuits: Conductor insulation breach causing line-to-line or line-to-ground shorts.
- Open Circuits: Broken wires, loose terminals, or disconnected pins.
- High Resistance/Voltage Drop: Poor crimps or corroded terminals, resulting in localized heating and reduced power delivery.
- Intermittent Connections (“Ghost”): Contact fretting, oxide layer formation, or connector back-out.
Mechanical Failures
- Insulation Chafing: Harness rubbing against sharp edges, exposing conductors.
- Conductor Fatigue: Excessive bending or flexing beyond the minimum bend radius causes strand breakage.
- Connector Back-out: Incomplete terminal seating or vibration-induced loosening; mitigated by TPA/CPA clips.
- Corkscrewing / Jacket Deformation: Twisting or tension in dynamic applications (robotics, moving machinery).
Environmental Failures
- Moisture / Corrosion: Terminal oxidation, leakage paths; use IP67+ connectors and tinned copper.
- Extreme Heat / Cold: Insulation cracking or melting; select PTFE, FEP, or silicone jackets.
- Chemical / Oil Exposure: Jacket swelling or softening; use XLPE, PVDF, or fluoropolymer materials.
- EMI / RFI: Signal interference; apply braided/foil shielding and twisted pair design.
Manufacturing / Process Failures
- Improper Crimping: Under-crimp (loose wire pull-out) or over-crimp (strand damage).
- Solder Wicking / Cold Solder Joints: Solder penetration turns flexible wire rigid, making it prone to breaking at the joint.
- Poor Strain Relief: No or inadequate strain relief, causing conductor pull-out.
- Over-Tight Zip Ties: Can damage insulation or allow excessive movement.
2. RCA Methodology & Tools
| Tool / Method | Purpose |
|---|---|
| 5 Whys | Sequentially ask “Why?” to drill down from symptom to root cause. |
| Fishbone (Ishikawa) Diagram | Categorizes causes: People, Machine, Material, Method, Measurement, Environment. |
| FMEA (Failure Mode & Effects Analysis) | Proactively identifies potential failure modes and their impacts. |
| Fault Tree Analysis (FTA) | Visualizes failure logic from top-level events to basic causes. |
| Pareto Analysis (80/20 Rule) | Focuses on the few causes responsible for the majority of failures. |
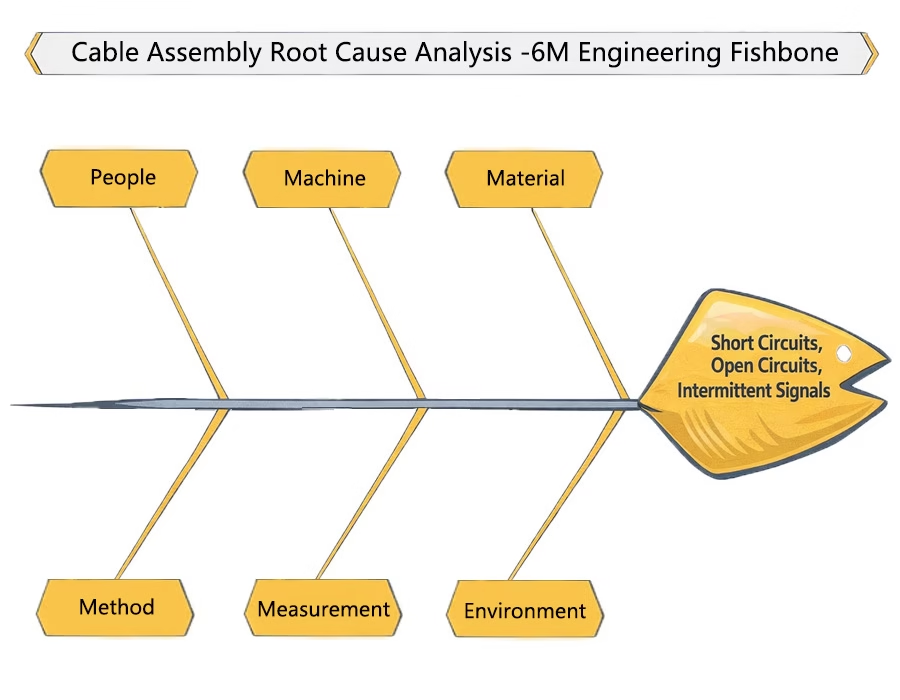
Fishbone Example Categories for Cable Assemblies:
- People (M): Operator training, adherence to wiring diagrams.
- Machine (M): Crimping tool calibration, stripping machine blade condition.
- Material (M): Wire gauge, insulation type, and connector quality.
- Method (M): Crimp process, twist length, heat shrink application.
- Measurement (M): Calibration of meters, pull-test verification.
- Environment (M): Humidity, temperature, vibration during assembly.
3. RCA Process Flow
- Define Problem: Clear description (e.g., intermittent signal on Pin B of Connector X in Harness Y).
- Data Collection: Inspect the failed harness, review production logs, and gather test results (oscilloscope readings and visual inspection).
- Identify Contributing Factors: Apply 5 Whys, Fishbone, or FMEA to list all potential causes (e.g., worn crimp tool, improper routing, operator fatigue).
- Determine Root Cause: Identify the primary factor that, if corrected, prevents recurrence.
- Implement Corrective Actions: Recalibrate or replace crimping tools, retrain operators, update the assembly procedure, or redesign the connector layout.
- Validate Effectiveness: Monitor subsequent production runs and verify that the issue does not recur.
4. RCA Case Studies
Case 1: Harness Overheating
- Symptom: Wire insulation melts after prolonged use.
- RCA: Current exceeded design spec → Device overloaded → Design didn’t consider additional attachments → Root cause: incomplete design specification.
- Solution: Update the design, add overload protection, and adjust the wire gauge.
Case 2: Connector Intermittent Contact
- Symptom: System intermittently fails.
- RCA: Pin deformation from excessive mating force → Locking mechanism design inadequate → Lack of sufficient design testing → Root cause: incomplete design verification.
- Solution: Redesign the connector lock, enforce the testing protocol, and retrain the assembly team.
5. Best Practices
- Preventive Measures: High-quality materials, stress relief, correct crimping, Poka-Yoke (mistake-proof) designs.
- Monitoring & Testing: Regular inspection, online monitoring, and electrical and mechanical validation.
- Continuous Improvement: Collect field feedback, update designs, adopt new materials and tools, optimize assembly process.
6. Key Takeaways
- RCA identifies the true source of failures, not just surface symptoms.
- Most harness failures stem from process, design, or material issues, not operator error.
- Implementing RCA prevents repeat failures, enhances reliability, and supports high-precision applications.
- Engineering Blueprint Approach: Integrate RCA into design, manufacturing, and maintenance for a fully proactive quality system.